|
|
|
精彩词条矫直
补充:0 浏览:28033 发布时间:2014-7-24
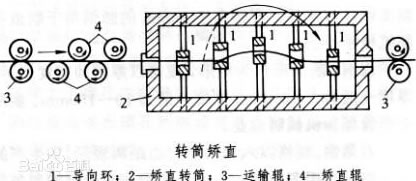
简要介绍 英文名:straightening 对金属塑性加工产品的形状缺陷进行的矫正,是重要的精整工序之一。轧材在轧制过程或在以后的冷却和运输过程中经常会产生种种形状缺陷,诸如棒材、型材和管材的弯曲,板带材的弯曲、波浪、瓢曲等。通过各种矫直工序可使弯曲等缺陷在外力作用下得以消除,使产品达到合格的状态。 矫直分类 矫直可按被矫轧件的温度分为热矫直和冷矫直。热矫直一般在650~1000℃进行,只用于中厚板。矫直温度是热矫直的重要的参数之一。矫直温度过高,轧件在随后的冷却中还可能因冷却不均产生瓢曲;矫直温度过低会使矫直抗力增大,矫直困难。冷矫直广泛用于矫直各类型钢和钢管,也用于中厚板的补充矫直。热轧型材的冷矫直都在轧材冷却后进行。为保证矫直质量和改善劳动条件,合理的冷矫直温度应低于200℃。当矫直机布置在轧制作业线上时,常因钢材冷却时间不够,矫直温度过高(一般在200~250℃以上)而达不到预期效果,影响矫直质量。多数钢材只矫直一次,只有不易矫直且弯曲度要求严格的产品,需要进行两次或两次以上的矫直。 矫直方法 矫直方法有压力矫直、辊式矫直(包括直辊矫直和斜辊矫直)、张力矫直和拉伸弯曲矫直。拉伸弯曲矫直的原理是,当带材在小直径辊子上反复弯曲时给带材施加拉力,使带材产生弹塑性延伸,从而将带矫直。拉伸弯曲矫直机组一般用在连续作业线上矫直各种带材,包括高强度、极薄带材。这种机组也用于连续酸洗板冷却后还可采用平整的方法减少板带的厚度差和矫作业线上的带材机械破鳞,以提高酸洗速度。矫直机的直板形。此外对一些特殊产品要采用特殊矫直,如矫直基本类型和它们的主要用途见表。冷轧薄板或热轧薄薄壁和特薄壁管使用转筒矫直(见图)等。
其他补充 |
|