|
|
|
精彩词条玻璃纤维增强塑料
补充:0 浏览:12439 发布时间:2013-5-6
玻璃钢(也称玻璃纤维增强塑料,国际公认的缩写符号为GFRP或FRP),是一种品种繁多,性能各别,用途广泛的复合材料。它是由合成树脂和玻璃纤维经复合工艺,制作而成的一种功能型的新型材料。
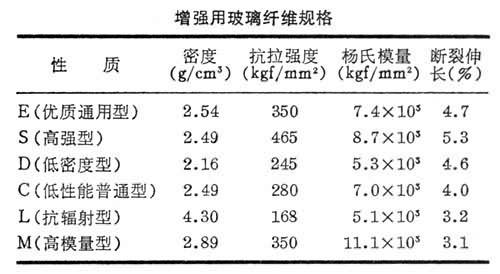
相关规格 玻璃钢产品,制作成型时的一次性,更是区别于金属材料的另一个显著的特点。只要根据产品的设计,选择合适的原材料铺设方法和排列程序,就可以将玻璃钢材料和结构一次性地完成,避免了金属材料通常所需要的二次加工,从而可以大大降低产品的物质消耗,减少了人力和物力的浪费。 其他补充 |
|