本篇文章内容由[中国幕墙网ALwindoor.com]编辑部整理发布:
0、引言
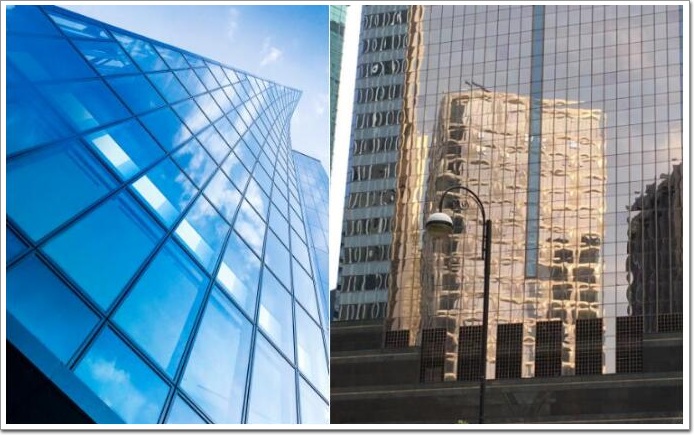
玻璃外观平整度对幕墙整体外观效果影响极大,平整度好的玻璃幕墙给人以高档、庄重感,就像人穿了件挺括体面的高档服装,平整度差的玻璃幕墙则像人穿了件有很多褶皱的衣服。
和玻璃厂家、设计单位、幕墙施工单位沟通讨论,并查阅了相关资料和文献,影响玻璃外观平整度的不仅仅是玻璃本身,还包括设计、安装和环境光影等因素,以下分析或能提供一些参考。
1、玻璃本身平整度的影响
玻璃本身的平整度主要由浮法玻璃生产和钢化玻璃加工的质量决定,未钢化浮法玻璃的平整度优于钢化玻璃,而钢化玻璃的平整度则取决于钢化设备(词条“设备”由行业大百科提供)和工艺。
2023年8月1日实施的平板玻璃国家标准(GB11614-2022),玻璃外观质量要求分为普通级平板玻璃和优质加工级平板玻璃,普通级平板玻璃弯曲度(词条“弯曲度”由行业大百科提供)应不大于0.2%,优质加工级平板玻璃弯曲度应不大于0.1%,幕墙玻璃应首选优质加工级的平板玻璃。
目前我们所使用的幕墙玻璃大致分为中空钢化玻璃、中空夹层半钢化玻璃。玻璃经钢化后会产生变形,变形的控制取决于钢化设备和工艺,先进的钢化设备采用双室加热炉和特殊设计的吹风口,通过延长加热时间均衡玻璃温度和均匀吹风冷却降低玻璃的变形。而半钢化玻璃,一般需要做成夹层玻璃(词条“夹层玻璃”由行业大百科提供),主要是从安全玻璃使用的角度出发,是否对玻璃平整度有贡献本文暂不考虑。
同一条生产线生产的钢化玻璃,玻璃越厚则钢化加工对平整度的影响越小,玻璃越平整;当厚度大于15mm时,很难仅靠外观平整度区分出是否钢化。
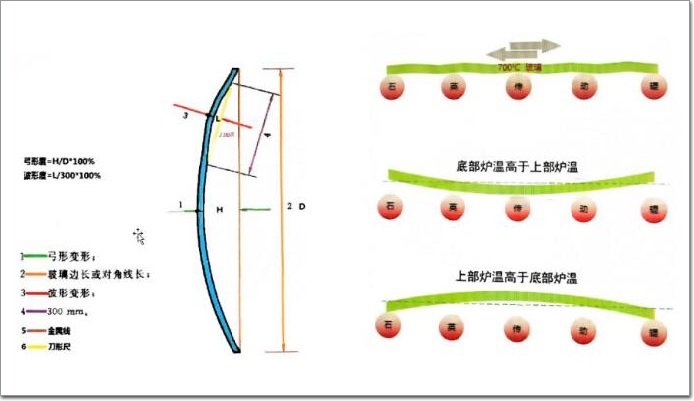
钢化玻璃行业标准将平整度分为波形变形和弓形变形两种,钢化波形变形会产生波浪形甚至折线形变形,会严重影响幕墙外观平整度;且沿钢化进炉方向前后的两个短边上,由于更加容易吸热,会存在150mm左右宽的翘曲(词条“翘曲”由行业大百科提供)变形。钢化弓形会产生类似温差/压差导致的“瘦腰”或“水桶腰”变形。
2、季节温差对中空玻璃平整度的影响
中空玻璃内部是密封气体,夏季气体温度升高膨胀挤压玻璃外凸,冬季气体温度冷却收缩吸附玻璃内凹,另外使用地和制造地温度高低或气压高低对凹凸也有影响,这就是所谓的中空玻璃的“凸凹肚”现象,那么气体膨胀或收缩产生的正负压力有多大呢?

根据理想气体状态方程等容变化过程,可知:
P0/T0=P/T
式中:
P0、P---冬、夏季中空玻璃腔体内的气压(Pa);
T0、T---冬、夏季中空玻璃腔体内的气体温度(K)。
冬、夏季产生的压力差为:
△P=(△T/T0) P0
由此可知,当冬、夏季温差为 27.3℃时,△P约为P0的10%,即十分之一个大气压或 10kPa,这个附加的压力足以造成玻璃凸凹变形,变形程度与构成中空两片玻璃的厚度、玻璃的几何形状、尺寸大小及中空玻璃边部密封胶的弹性等因素有关。
为解决这一问题,可增加中空外片玻璃的厚度,即采用非等厚中空玻璃结构,因为平整度的视觉感主要由外片玻璃决定,内片较薄的玻璃有更大的变形,舒缓了压力作用,这样外片玻璃的变形就会减弱,外观平整度会有所改善。
此外,中空玻璃由两片或多片玻璃间隔密封构成,各玻璃面会产生反射光,如果玻璃面不完全平行,反射光不完全重合就会产生重影变形。
3、玻璃附框及安装的影响
对于隐框玻璃幕墙,工厂附框制成幕墙板块的过程对控制平整度非常重要,水平附框时玻璃中部因重力下坠而变形,结构胶固化后会形成永久变形,因此应采取措施保持附框过程中玻璃的平直状态。
对明框和半隐框玻璃幕墙,其玻璃一般采用铝合金压板或压块通过机械螺钉固定在内侧龙骨上,压板、压块采用分段间距式布置时,如果玻璃内侧与龙骨存在安装空隙、或者压板未采用定距式,压板固定时会对此处玻璃施加一个安装荷载,导致玻璃在压板固定部位发生变形。
固定玻璃压条的压力是否均匀对外观平整度影响非常大,采用扭力扳手紧固压条螺钉是降低玻璃边部变形的有效方法。
无论何种幕墙形式,安装玻璃的过程都会带来玻璃的弯曲或扭曲变形,玻璃越厚则刚度越强,同样外力作用产生的变形越小。

4、环境光影的影响
玻璃的平整度可分为客观平整度与视觉平整度,前面所讨论的三个因素均属于客观平整度的范畴。现实世界中不存在绝对平整的大面积镜面,我们看到的非常平整的面要么是非镜面材料面,例如金属板、瓷砖、墙面等漫反射材料面,要么是反射无影背景光的镜面,尽管镜面的客观平整度不一定好但视觉平整度或许非常好。

影响幕墙玻璃外观平整度的是视觉平整度,环境光影是影响视觉平整度最重要的因素,这是因为无论客观平整度如何,当无成像目标物时,无法看出玻璃是否存在变形,比如在均匀天空背景下观察玻璃,根本看不到玻璃变形,视觉平整度非常好,玻璃实际上存在变形但看起来平整度非常好。
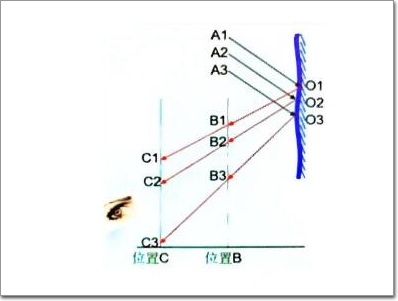
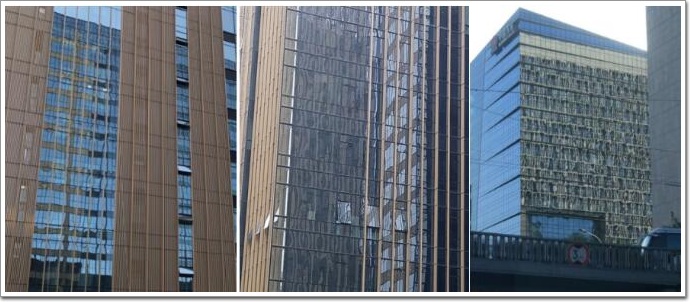
当在周边建筑物成为参照物的光影环境下观察时,玻璃反射出的影像会放大玻璃的变形,客观平整度未变但视觉平整度肯定会变差,这部分区域就属于该建筑的光敏感区。当成像目标物为屋檐、直管道、线性轮廓建筑物等直线型物体时,可清楚的看出玻璃存在变形。在玻璃位置和成像目标物位置不变的情况下,观察距离越远,所观察到的影像变形越明显。
5、小结
总结以上分析结果,改善幕墙玻璃平整度首先应提升玻璃客观平整度,最简单有效的方法就是增加玻璃厚度。
选择优质加工级的平板玻璃,严格控制变形率。
在成本可控下增加玻璃外片厚度,缓解变形率,减少因中空玻璃内部气压变化时外片玻璃的变形度。
有效控制受力构件对玻璃的挤压,提高玻璃龙骨安装平整度,隐框位置采用定距压块避免压块对玻璃的直接挤压;明框位置采用通长压板并设计合理的明框龙骨构造防止局部变形的产生。
玻璃越厚则温差变形越小,客观平整度的改善自然会惠及视觉平整度,尤其在周边建筑影像环境复杂的情况下,至少应增加主立面玻璃或光敏感区玻璃的厚度,工程实践已证实此方法的有效性。
控制成像环境应重点关注主要出入口视角中玻璃幕墙周边的成像环境,立面模型应模拟主要视角,推敲成像环境对玻璃面的影响,评估成像环境(尤其线性环境)对视角的影响,控制玻璃面的尺寸及完整性。
参考文献:
许武毅.Low-E节能玻璃应用技术问答(第2版)[M].中国建材工业出版社.2022,9.