一 前言
从
熔窑流出的
玻璃液流到锡槽的锡液上,被锡液的理想
平面成型、
抛光,而制成高质量、低成本的
浮法玻璃,它几乎占据了整个
平板玻璃市场;然而,锡液中的锡离子也进入玻璃,这就是
玻璃渗锡。
玻璃钢化
热处理或其它热处理时,二价锡被
氧化成四价锡等原因引起玻璃体积的变化,使玻璃表面出现皱纹及其干涉条纹,这就是玻璃彩虹[1-5],影响了玻璃的使用。因此,
浮法玻璃中锡的浓度也即渗锡总量或渗锡量是浮法玻璃的一个重要的质量指标。
浮法玻璃渗锡量测量方面,最初都采用化学法,用氢氟酸把二氧化硅赶走,测量残渣中的锡。后来,一般采用电子探针法[1,2,5] ,用电子探针测量玻璃表面附近不同深度的锡含量,制作锡含量C(x)随深度x分布曲线,即C(x)-x曲线;把这实验曲线同以下理论曲线拟合,
 二 原理
二 原理
浮法玻璃表面有厚度为20~30?m的渗锡层;在这渗锡层中,锡浓度随玻璃深度的增加而迅速降低;并且越靠近玻璃表面,二价锡越多,四价锡越少,随着玻璃深度的增加,Sn2+/Sn4+比值逐渐减小[1-4] 。玻璃在氧化环境
加热,二价锡就会被氧化为四价锡:

从此化学反应的平衡常数keq可以看出,热处理稳定TK越高,二价锡越容易被氧化为四价锡。
如果被氧化的二价锡所在区域的玻璃是软的,二价锡被氧化为四价锡的结果就会使这区域的玻璃
收缩、
起皱,出现干涉花样或模糊(即玻璃彩虹) ,降低玻璃的
透过率;被氧化的二价锡越多,玻璃的皱纹也越多,玻璃的透过率的降低也越多;这就意味着,热处理玻璃的透过率携带了被氧化的二价锡的信息,由于被氧化的二价锡与原有的二价锡有密切关系,就可以通过它来测量玻璃中原有的二价锡;又由于玻璃中的二价锡与其四价锡有一定的比例关系,由此即可测量出玻璃的渗锡量[1,2]。
浮法玻璃在热处理后的透过率T和热处理前的透过率T0之比定义为彩虹参数h=T/T0;在没有二价锡被氧化为四价锡的时候,热处理浮法玻璃的透过率是不降低的,彩虹参数为1;在有二价锡被氧化为四价锡的时候,热处理浮法玻璃的透过率是降低的,彩虹参数将小于1;被氧化的二价锡越多,热处理浮法玻璃的透过率的降低的也越多,彩虹参数比1小的也越多;彩虹参数越小,被氧化的二价锡越多,浮法玻璃的渗锡量越大[1,2] ;因此,可以通过测量浮法玻璃彩虹参数来测量它的渗锡量。
理论证明[1,2] ,浮法玻璃的彩虹参数与其渗锡量有直线关系,而这直线的斜率g与热处理温度有指数关系:

这里的TDef和Tnon分别代表球面元和平面元的理论透过率,b是一比例常数,它们都与渗锡量无关,并且除TDef外,其它都与热处理温度无关。公式(3)就是渗锡量的光学测量方法的标准曲线。
三 实验
3.1. 标准样品制备
用电子探针法测量浮法玻璃的渗锡分布曲线,然后计算其渗锡量[1,2] ,具体的过程参见前文[1,2] 。在这些样品中选择标准样品,要求是数量比较多、渗锡量覆盖面比较宽。
3.2. 热处理温度770℃
待测玻璃片切成2片,用10wt%盐酸清洗以去除玻璃表面上的锡和其它杂质,再用去
离子水清洗,最后用酒精清洗
干燥,然后把1片玻璃片放入自制的电炉丝热处理炉加热;炉盖上偏离中心的位置有一直径为20mm的圆孔以供空气进出;被处理的样品不能正对着圆孔,并且与圆孔的距离不小于40mm;样品放置的位置应该是温度均匀的区域,一般是距离加热边界1/3的区域;热电偶监测样品放置区域的温度,也就是样品的热处理温度。
热处理温度为770±2℃,热处理时间为25min。然后,断电,炉子自然
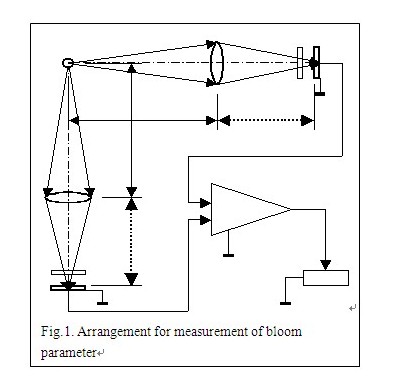
冷却5h左右到50~60℃,取出样品,放置到室温,酒精清洗后放入彩虹参数测量装置的一条光路中,同时把己清洗的另1玻璃片放入另一条光路中,用作参考(图1) 。
 上一页123下一页
上一页123下一页