钻头的基本结构
【中国幕墙网 4月27日】钻头在进行孔加工过程中会有不同程度的磨损,对钻头的材质和磨损情况进行分析,在改善钻削加工时,对钻头刃口进行修磨和强化,可有效改善钻头在加工过程中的磨损情况,提高钻头的性能和使用寿命。
孔加工在金属切削加工中占有重要地位,一般约占机械加工量的1/3。其中钻孔约占22%~25%,其余孔加工约占11%~13%。由于孔加工条件苛刻的缘故,孔加工刀具的技术发展要比车、铣类刀具迟缓一些。近年来,随着中、小批量生产对生产效率、自动化程度以及加工中心性能要求的不断提升,刀具磨锋技术、多轴数控刀具刃磨设备的发展带动了孔加工刀具的发展,其中最典型的就是在机械生产中已应用多年、使用最为广泛的整体结构的钻头修磨技术逐渐成熟起来。通过对钻头刃口的修磨和强化改善钻削加工条件,要从钻头的结构特点和实际使用情况中寻求解决方法。
钻头的特点
1.钻头的材质分为高速钢和硬质合金,高速钢主要采用高速钢W系、Mo系材料;硬质合金采用钨钛类(YG)、钨钛钴类(YT)材料。比较有代表性的如表1中所列W18Gr4V、YG6和YT14。
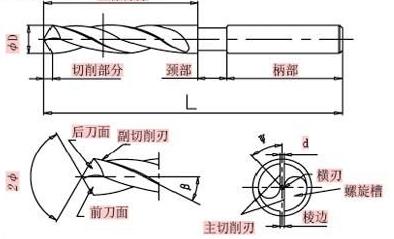
2.麻花钻的基本形状和结构并没有太大的改变(见图1)。
3.麻花钻切削刃的几何角度之间具有一定的特点和关联性。如图2所示,主偏角为Kr,刃倾角为λs,前角为λs,后角为αf,锋角为2φ(传统为118°)。
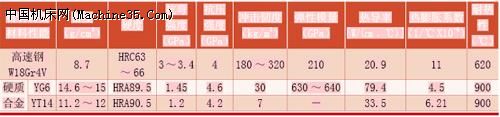
表1 高速钢和硬质合金材料的物理力学性能
其中,钻头螺旋型结构具有如下特点:
(1)主偏角Kr在锋角2φ确定后也随之确定。
(2)由于钻头切削刃的刀尖(钻头直径处)为切削刃的最低点,从结构可知钻头切削刃的刃倾角λs为负。
(3)在钻头螺旋槽形状结构影响下,刃部前角λs由钻头外径的韧带处向钻心方向逐渐变小。
(4)切削刃的前角主偏角λs,随主偏角Kr的增大而随之增大。
 上一页1234下一页
上一页1234下一页