|
| ���������: 0 �� 0 Сʱ 0 �� 0 ��
|
|
|
|
|
|
|
|
|
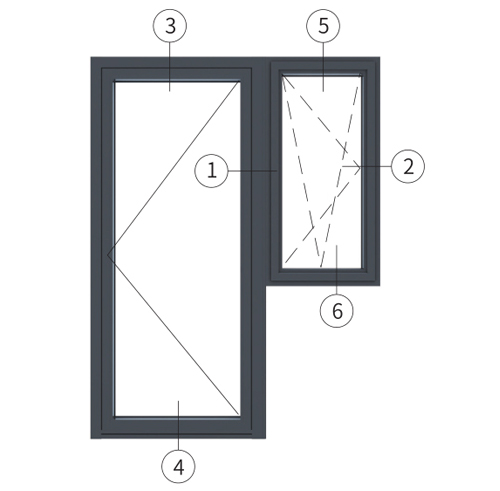
��Ʒ����:1.25mm TPU��������Ĥ17373
|
|
- TPU�м�Ĥ
TPU��Ƭ��Ҫ�ɷ�Ϊ�۰��������壬ͨ��������Ƴɵĸ߷��Ӳ��ϱ�Ĥ���㷺Ӧ����װ�������������������ϲ��ϡ����պ��졢��������������Ϣ����������Դ���߶�װ��������
��Ʒ���������
���� ��ȣ�mm�� ���ȣ�mm�� ���ȣ�m��
0.38 800-2800 100
0.63 800-2800 100
1.25 800-2800 50
��ע�������DZ�ߴ�ɸ��ݿͻ�Ҫ���ơ�
�ӹ���������
��Ƭ
1.?��Ƭ�ң���Ƭ���¶ȿ�����20-25�棬ʪ�ȱ�����23%��2%�����ڱ����������ֻ�е�豸��࣬������Ա��Ҫ�����Ʒ���ñ���Լ�������࣬��ֹ�ҳ��������Լ�ë����ճ����
2.?��Ƭ���������������¶Ƚ��������20-30�棬�¶���߲�����40�档��Ƭ�����¶Ƚ��������20-25��֮�䡣�ٴμ�齺Ƭ�Ͳ����Ƿ���࣬�����ͽ�Ƭ�Ƿ����Ǻϡ�
Ԥѹ����
1.�����ȳ�
1.1��飺�¶�20-25�棬ѹ��-0.095��-0.1Mpa����������յ�ʱ��Ϊ20�������ң��������������գ����ʱ��Ϊ30�������ҡ�
1.2�ȳ飺���������¶�100-120�棬ʱ��30-45���ӣ�ѹ����-0.095��-0.1Mpa֮�䡣�ڽ��µ�45-60��ʱȡ��������
2.��ѹ����
2.1.������Ԥ�ȡ���Ƭ���������¶�20-30�棬ʪ��25%���ҡ�һ��������100-120�棬��һ����ѹ��ѹ����0.2-0.5Mpa,����С�ڲ����ܺ��1mm���ҡ�����������160-180�������������220-240����ڶ�����ѹ��ѹ��0.3-0.5MPa,����С�ڲ����ܺ��2mm���ҡ�
2.2.�����������������ֺ������¶ȡ�
��ѹ����
��������Ӧ�������¼�ѹ���¼�ѹ���������̿ɹ��ο���
���¼�ѹ��������60�棬ѹ��Ϊ0.4Mpa��������90�棬ѹ������0.8Mpa��������120-130�棬ѹ������1.0Mpa��ѹ������1.1-1.3Mpa������30-60���ӣ����ݸ��ڲ�����ȡ��������٣�����ѹ���£��Զ�����������90����ٽ�����45-55��ʱ������
-

���հ��̸߿�����˾�����ڸ��Ʋ�������ά�Ȳ����ۺ����ܵĴ����ͿƼ���˾���ѽ���������з��������أ�ӵ�й���һ��ˮ�����ߣ����ṩ��SGP�������м�Ĥ��������ͬʱ����TPU����Ĥ��SGP�������м�Ĥ��������˹���¢�ϣ�ʵ���˹���������˾������2016�꣬���������ڰ���ʡ�����б�����������ͭ���ִ���ҵ�ڡ���˾���з�������������Ϊһ�壬Ϊ������ͻ��ṩϡȱ�ߵ����ʵĸ��־ۺ����Ƚ����ϡ���Ӫ��Ʒ��Ҫ��Ϊ�Ĵ�ϵ�У�
һ��TPU��Ĥ�� ����SGP��ǿ���������м�Ĥ
����XIR������Ĥ �ġ�PVB/EVA�н�Ĥ��
��������ķ�չ����˾�ѽ����������з��������أ�Ŀǰ��˾ռ��32Ķ��ӵ��3������һ��ˮ�����ߣ�����һ�����ա����ñ�����TPU����Ĥ�����ߣ�һ������SGP�������м�Ĥ�����ߣ�һ��XIR/PVB�����ܶ��Ĥ�����ߡ���˾��������з����У�������ϣ��Խ����ҵʹ��ΪĿ�꣬��ӵ�з���ר��10���ͨ����ISO9001:2015����������ϵ��֤��ISO14001:2004����������ϵ��֤��TUV NORD��֤��SGS��֤��������֤���������϶�Ϊ����ʡ���¼�����ҵ��
��˾��Ʒ������������ܺ����õ�����Զ��30������Һ͵��������ڶ������֪����ҵ�����˳����ȶ��ĺ�����ϵ����˾��Ϊ�����Ƚ�����ѧ�빤������ѧ�ᡢ�й����������빤ҵ����Э��ȹ��ʹ��������ܲ�������ѧ�ᡢЭ�ᡢ���˵������Ա���������������ѧ�����顢��ҵ��̳������չ����֮�⣬������������ơ��в㲣�����ұ����������պ��������Ծ۰����������м�Ĥͨ�ü����淶���ȹ��Ҽ���ҵ����
�ر�����TPU����Ĥ��SGP�������м�Ĥ�������˹���¢�ϣ�ʵ���˹�������Ŀǰ�Ѿ���������������ͺ��պ�����ҵ���������õĺ�����ϵ���ҹ�˾Ҳ����ȡ�ù�����GJB9001C:2007��ϵ��֤������װ������֤������֤��ʵ����ξ���Ŀ�꣬�ڹ��Ҵ������������ںϵĴ��£�������Ӧ����ս�ԣ�Ϊ���������ҵ��һ���������ǵij��ʹ����
-
|
|
|

-
��Ʒ�۸�

-
��Ʒ���
-
��Ʒ����
-
�� �� ��
|
|
 |
|
|